近年の◆SDG's◆カーボンニュートラル◆の世相を反映して、ますます転造は注目されています。
ここまで述べたように、ニッセーの転造機では従来の転造加工のメリットを保持したまま、切削・研磨加工並みの加工精度を実現することが可能となります。切削、研削、研磨していたものを転造で加工すれば、コストは数分の一~数十分の一、生産性は数倍~数十倍にすることが可能です。
近年、機械部品の製造においても、生産コストの削減や環境対策への要求が非常に高く、ネットインシェイプ成形、ニアネットインシェイプ成形が大きな流れとなりつつあります。その流れの中で、転造加工は大変有用な加工法であり、ニッセーの転造機はこれまで切削や研削で行われていた加工を転造に置き換え、加工時間の短縮、工程、設備コスト、使用エネルギーの削減等の多くのメリットを実現します。
また、最近は◆電動化◆や◆微細加工◆により、以下のようなアイテムを転造で生産する取り組みも行われつつあります。
最近の電動化アイテム
- 回生ブレーキ用ボールねじ
- EVシャフトのスプライン減速機用ギヤ
- 長尺ウォームの歩み転造
最近の微細加工アイテム
- 中空パイプマーキング転造
- 塗工ロール転造トナーシャフト転造
- 位置決めシャット転造
以下は、従来転造加工では困難だったものを、転造加工で実現した例です。
ボールねじ

加工範囲300mm以下は弊社製ダイスにより、寄せ転造で加工直後は0級相当、焼き入れ後も5級以上を実現します。
加工範囲300mmを越す長さのものは、通し転造により6mまでの加工が可能です。
焼き入れによるひずみを補正する、ダイス修正対応も可能です。
ウォーム

【対応事例】
- 電動パワーステアリング(EPS)
- パワーウインドウ
- その他、駆動装置、回転・開閉機構等、自動車以外にも多数の実績あり。
可変ピッチ溝

外径φ16、肉厚2mmのパイプを主軸傾斜角を変動させながら転造し、ピッチ、溝深さが異なる特殊な溝入れ加工を実現します。
ギヤ仕上げ加工

マイクロ転造加工
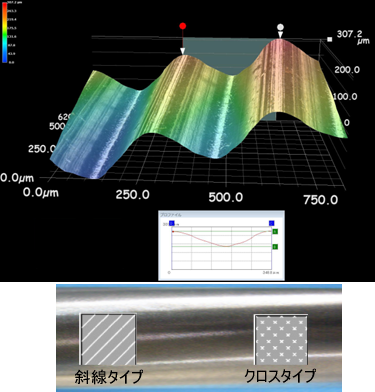
斜線、クロスタイプ等様々な形状において、ダイス製作から対応致します。
医療関係、塗布装置での実績あり。