転造純正油スーパーロールルブ2D15インタビュー!
転造ダイス寿命向上だけじゃない、意外な効果がありました!
転造加工専用に作られ、数多くのユーザー様にご愛顧頂いております「スーパーロールルブ」今回は、実際に使用頂いているユーザー様にインタビューをさせて頂きました。
予想もしない効果を聞くことが出来ましたので、ご一読下さい。
インタビューご協力:A社様(愛知県) ご担当:O様
ニッセー担当:石川
ご使用油種:スーパーロールルブ2D15

石川:スーパーロールルブ(以下SRL)を導入頂きました経緯は?
O様:ニッセーの営業さんに来てもらったお礼として買った。(笑)
石川:ありがとうございます。(笑)
石川:SRLを使用されている機種、対象アイテムは?
O様:機械はローリング(板転造盤)、ヘッダー。それに協力会社の穴あけ機で使用しています。転造アイテムはフォームロール系になります。
石川:SRLを丸ダイス転造盤だけでなく板転造盤にも活用して頂けているのですね。それにヘッダーや穴あけ機にも活用頂いているのですか!? それで効果の程はどうなんですか?
O様:精度が出来にくい製品向けに添加剤として使用しています。 よそでは精度が出なかったフォームロール系のアイテムは塑性加工時に延びが良くなり、ヘッダーも苦労した長い絞り製品が一発で出ましたね。
協力会社で使った穴あけ機もドリルの切れが良くなり、加工時に生じていた曲がりがなくなったと言ってました。
石川:初めて聞いた効果です。初回のインタビューがとんでもなくイレギュラーな紹介記事になりそうです。
O様:ただし、延びが良くなる分、フォームロールでもヘッターでも入れる量を気を付けないと伸び過ぎて剥離が出るからノウハウが要る。
ウチでは困った時の手段としてSRLを活用しています。
石川:板転造盤、ヘッダー、穴あけ機に使おうと思われた経緯を教えて頂けないでしょうか?
O様:添加剤は色々試していた経緯はあり、使う添加剤によって変化が生じる事は分かっていたので「性能が良い」という言葉を聞いたため、試しみようと思いました。
石川:インタビューご協力ありがとうございます。今後ともSRLをよろしくお願いします。
スーパーロールルブ2D15性能試験
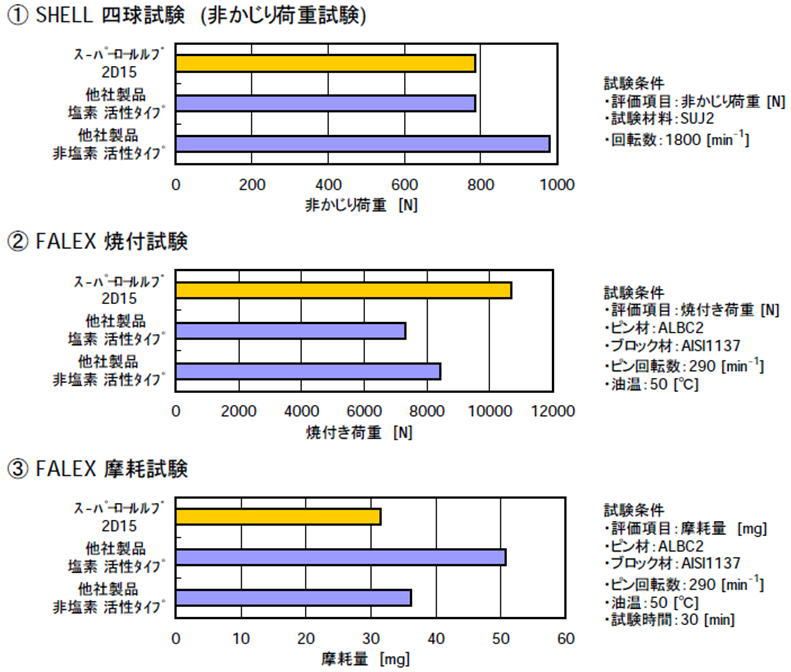
上記は潤滑油の性能試験として良く用いられるSHELL、FALEX試験となります。
スーパーロールルブ2D15は非塩素系、不活性タイプでありながら、塩素、活性タイプの油を凌ぐ性能を有しております。
この潤滑性の良さが今回お聞かせ頂きました、板転造盤、ヘッダー、穴あけ機での効果を発揮したものと思われます。
「工具寿命向上」「転造品面粗度向上」「低粘度による持ち去り減少」「不活性硫黄使用による多素材対応」の性能を持つ本品は2ダイス転造盤でも下記モニタリングデータのように絶大な効果を発揮しております。

今回のインタビューでは、スーパーロールルブ2D15の意外な効果を知る事が出来ました。ご興味があおりでしたら、20Lペール1缶からお試しいただくのもありではないしょうか?
当製品に関するお問い合わせ、ご質問は最寄りの下記営業所へご連絡下さい。
また、スーパーロールルブシリーズの紹介動画はこちらとなります。
お問い合わせ先
東日本営業所 TEL:0554-26-6011 FAX:0554-26-6017名古屋営業所 TEL:052-803-3167 FAX:052-803-3246
大阪営業所 TEL:06-6766-0216 FAX:06-6766-0217
事業再構築補助金を活用して「転造」へ切り替え!
省エネ、カーボンニュートラル、新事業構築を実現!
転造のメリット
- 転造加工自体は切りクズを出しません。
- 加工に要するエネルギーも少なくて済みます。
- 加工時間も短いので量産対応にも適しています。
- 昨今のカーボンニュートラルに最適な工法です。
- 新アイテムへの挑戦、量産加工対応で受注増を達成。
転造機導入による事業再構築案1~切削加工から転造加工へ~
SUS製の継手加工を切削で行ってきた。
⇒切粉がからんだり面粗度が悪く切削加工から転造加工に切り替えようと考えている。
事業再構築補助金を利用しA22Bを導入。
⇒転造化にてSUS継手ねじの切粉、面粗度問題を解決!

転造機導入による事業再構築案2~機能系部品の量産対応開始~
次世代自動車向けのスプライン部品の試作を依頼された。
⇒結果は好評で対応した試作品が採用される事となり、量産を依頼されたが、精度も数量も切削機では対応出来ない。
事業再構築補助金を利用しFA-20/CNCを導入。
⇒機能系部品の量産対応を開始!

カーボンニュートラルへの対応
今までミッションギアのギア加工を切削加工していたお客様が、ギア仕上げ転造や中空スプラインの押し込み転造加工でFA-20/CNCを導入しています。今後は自動車のEV化による機能系部品の量産対応だけでなく、カーボンニュートラルへの対応も求められます。「転造」であれば、その両立が可能となります!
事業再構築補助金の概要
対象条件
- 申請前の直近6ヶ月間の内、任意の3ヶ月の合計売上高が、コロナ以前の同3ヶ月の合計売上高と比較して10%以上減少している中小企業等
- 経済産業省が示す「事業再構築指針」に沿った事業計画を認定支援機関等と策定した中小企業等
補助金金額、補助率につきましては、各枠により内容は異なりますが、代表的な通常枠は以下の通りとなります。
通常枠の補助金額
| 【従業員数20人以下】 | 100万円~4,000万円 |
| 【従業員数21人~50人以下】 | 100万円~6,000万円 |
| 【従業員数51人以上】 | 100万円~8,000万円 |
通常枠の補助率
| 中小企業者等 | 2/3(6,000万円を超える部分は1/2) |
| 中堅企業等 | 1/2(4,000万円を超える部分は1/3) |
お問い合わせ先
東日本営業所 TEL:0554-26-6011 FAX:0554-26-6017名古屋営業所 TEL:052-803-3167 FAX:052-803-3246
大阪営業所 TEL:06-6766-0216 FAX:06-6766-0217
消耗した老朽機の完全復活。今なら早く安く環境に配慮
3ダイス転造機A22Bオーバーホールがお得!
最近、転造加工品の精度不良が目立ったり、思うように調整しにくい…事はありませんか?転造機は一般工作機械に比べ長寿命と言われますが消耗・老朽化は進みます。薄肉中空品や高い直角度が求められる転造加工において、当社の3ダイス転造機A22Bで加工されておられるならば、ぜひ「新品の半額」程の金額で新品同然に完全復活させるオーバーホールをお勧めします。
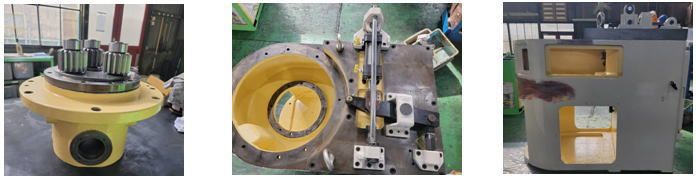
完全オーバーホールを実現します!
弊社で行うオーバーホールは部分的な対応ではなく、下写真(中央)のように全ての構成部品を分解し、消耗している部品を確実に選定し、修理・交換します。
もちろん、一般業者では対応する事が難しい下写真(左)の独自部品が集合しているダイドライブ(ギヤボックス)も対応します。
部品準備が整い、実機お預かり後は、約3~4週間で新品同然に生まれ変わったA22Bをお返しいたします(対象機の状態により納期は変動する場合もございます)。
A22Bの修理、オーバーホール対応の難しさについて
3つのダイスとダイホルダーという特殊な治具を使用するA22Bは、2ダイス転造盤と同じ知識、技術でオーバーホールする事は出来ません。
また、オーバーホール済と謳われている中古機も部分的な対応のみで、独自部品が必要となるダイドライブ(ギヤボックス)には手を付けられていない場合も多々あります。
中古(他社によるオーバーホール)機のリスク
どのような使われ方をされたか分からず、悪質な業者の場合は一切手を付けず、塗装だけ塗り直した使い古された機械をそのまま現物渡しをするケースもありますのでご注意ください。中古機オーバーホールの際は、まずは弊社営業にご相談ください。
お問い合わせ先
東日本営業所 TEL:0554-26-6011 FAX:0554-26-6017名古屋営業所 TEL:052-803-3167 FAX:052-803-3246
大阪営業所 TEL:06-6766-0216 FAX:06-6766-0217